Modulation Assisted Machining (MAM)®
M4 Sciences has developed a new patented technology called Modulation Assisted Machining (MAM)™. MAM superimposes a controlled oscillation onto the machining process to radically improve the machining conditions. MAM technology improves efficiency and process capability in precision machining processes, especially in difficult-to-machine materials that are required in high-performance ultra-precision products.
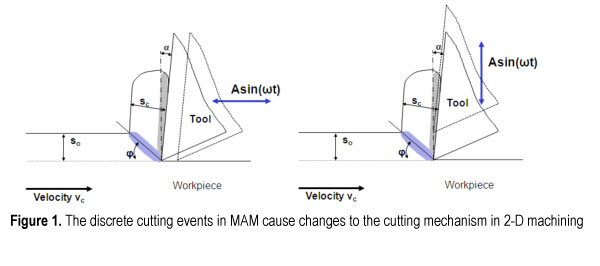
In 2-dimensional (2D) plane strain machining a workpiece moves at a velocity, vc, into the sharp edge of a wedge-shaped cutting tool engaged at a preset depth, so, below the workpiece surface. As the workpiece travels past the cutting edge of the tool a layer of material is removed as a chip with thickness sc. In MAM, a sinusoidal oscillation Asin(ωt) with frequency, ω=2π fm, and amplitude, 2A, is superimposed on the workpiece or cutting tool during the machining process. The mechanics of the chip formation process are altered, and the cutting is divided into discrete events that are controlled by the modulation parameters. Figure 1 shows the MAM process in 2D machining where a controlled modulation is superimposed on the cutting tool either in the direction of cutting velocity or in the direction of preset depth. If modulation is applied in the same direction as the cutting velocity, a small gap can form intermittently between the tool and the workpiece, allowing lubrication to penetrate the cutting zone. If modulation is applied in the direction of the preset depth of the cutting tool, the undeformed chip thickness can reach zero intermittently, leading to the formation of individual chips. Process development at M4 Sciences, and collaboration at the Purdue Center for Materials Processing and Tribology (CMPT), has demonstrated the benefits of MAM, including:
• Controlling chip formation
• Improving lubrication of the cutting interface
• Reducing friction with increased tool life
• Reducing or eliminating effluents
• Production of metal particulates
Drilling With MAM
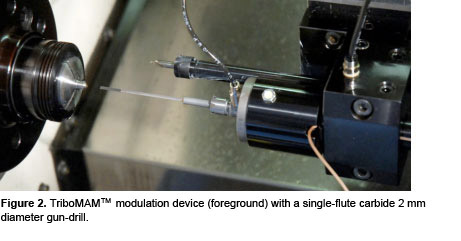
In drilling with MAM (refer Figure 2 for typical installation) a controlled oscillation is superimposed in the direction of drill feedrate. With a superimposed sinusoidal feed-modulation of appropriate amplitude and frequency, the chip thickness becomes zero during each modulation cycle, resulting in discrete chip formation.
In practice, to achieve discrete chip formation, the modulation amplitude should be set somewhat higher than the minimum value to compensate for system compliance. Since amplitudes as large as 200μm can be achieved using piezo-type actuators in low-frequency modulation (fm > 1000 Hz), MAM is capable of achieving discrete chip formation and, consequently, also disrupting the tool-chip contact. This disruption enables fluid to access this contact, even at cutting speeds of ~ 1000 m/min.
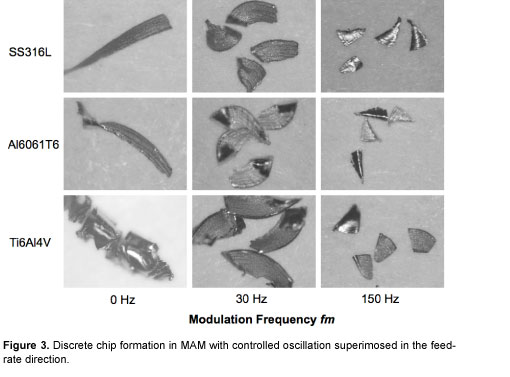
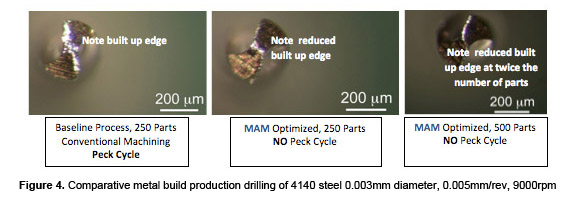
Figure 3 show the range of controlled chip formation for drilling a variety of materials with a two-flute spiral drill. As the modulation frequency is increased the chip length becomes increasingly smaller consistent with discrete chip segments being formed more frequently at a rate of fm/fw per second. The discrete drilling chips occur with the intermittent separation of the drill cutting edge from the workpiece. The resulting disruption of the chip-tool contact enables fluid to penetrate this contact. Observations of the cutting edge tips of drills (refer Figure 4) has shown dramatic reduction in the amount of metal deposits in MAM compared to conventional machining, further confirming the beneficial effects of fluid penetration.