What materials have you used this on?
We say that our process is material agnostic as the process is insensitive to material. The process has been applied to a very wide range of difficult to machine metals including:
Copper
Aluminum
Steel
Cast Iron
Cobalt Chrome
Stainless steel
Titanium
Exotics
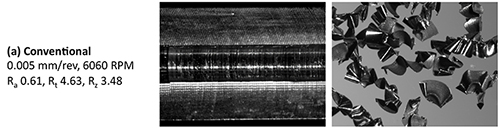
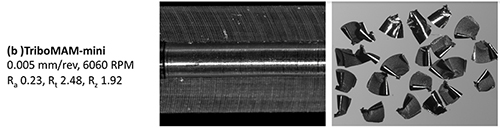
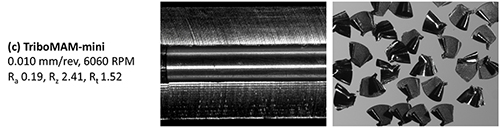
What is the impact of MAM on surface finish?
While a precise answer is entirely dependent on the specifics of the application, in drilling applications we have observed results that range from no impact to some improvement in finish. In many cases, modulation leaves a visual artifact on the surface without yielding a statistically significant change in Ra, Rt or Rz. In some cases, the surface finish can be visibly and measurably improved.
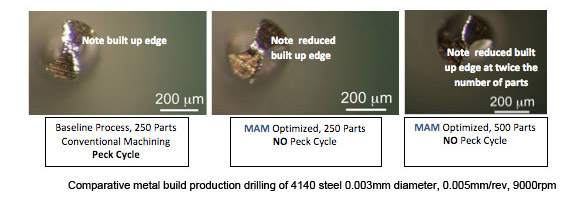
What is the impact of MAM on tool wear?
One of the principal benefits of MAM is reduced temperatures in the cutting zone as well as improved cooling of the cutting tool. As the cutting edge disengages from cut, it is coated with coolant and is thus always cutting with a lubricated surface. This leads to significant reductions in built up edge and often improves tool life. This provides another variable that can be managed in the process.
Is the TriboMAM™ integrated into the machine controller?
The first production device is not integrated into the machine controller although it can be controlled via M codes from the machine controller. This allows for quick and easy installation as well as ease of movement of the device between machines. To use modulation, the controller is programmed with the speed, feed, number of cutting edges and the diameter of the drill. M4 Sciences proprietary control algorithm optimizes the modulation process to ensure consistent chip breakage. Total installation time in most machines is less than 1 hour.
Does the piezo technology wear out?
Piezos do have a finite life, but the life of a TriboMAM modulation device is measured in years not hours. This is the same technology used on commercial diesel fuel injectors, so you know it is durable and dependable. The basic warranty on the TriboMAM modulation device is 12 months and an extended warranty is available.
Does this throw any vibration back into the machine? Does this affect the ways of the machine? What about harmonics?
The amplitude of oscillation is on the order of hundreds of microns and the frequency is in the audible range. What this means is that a small mass is being moved a very small distance at a low frequency. In many cases it is difficult to hear or even feel the device when it is active. In all cases, the energy absorbed by the machine is much less than turning with an interrupted cut or using live tooling for milling operations.
What coolants can you use?
The TriboMAM modulation device uses your current cutting fluids and coolant systems and is designed to operate with either flood coolant or high pressure coolant up to 1,250 psi.
Is this basically a hammer drill?
No. The modulation process uses a smooth, fluid motion that ensures that the tool is always cutting on its cutting edge. Both hammer drilling and ultrasonic drilling use a fracture mechanism to remove material. The fracture mechanism is most commonly used in commercial applications on hard, yet brittle materials such as concrete, stone (hammer drilling) and ceramics (ultrasonic drilling).
How do you make a flat bottom hole?
It really depends on the specific dimensioning of “flat”. If the current tool produces a sufficiently flat bottom hole, a very brief dwell at the end of the drill feed cycle will likely create an equivalent surface.
Does this process work with plastics?
While this process should apply to plastics as it does to ductile materials, plastic material systems have not yet been investigated.
Do you have pre-set conditions for various drill diameters and materials?
Your base process is our starting point. We’ve proven time and again that MAM can provide dramatic improvements, but each application is different.
Does the controller accept both metric and standard measurement?
Yes.
Where does the power cable connect to the device? It doesn’t look like it would fit into the drilling actuator.
The power cable from the controller to the drilling actuators can easily be routed through a back panel on the machine. Depending on your machine and tool holding arrangement, the power cable can be routed to the front of the drilling actuator or to the back of the drilling actuator (straight in the back or at a 90 degree angle).
How do you indicate the drill?
Exactly the same way you do now. Our device simply replaces your current tool holder.
How does the device hold the drill, how are drills changed? Can you use different drill diameters?
The drill can be held in a bushing or collet. While the collet system is more flexible, the bushing reduces overall installed length provides some other benefits. Bushings are available in 1mm increments from 1mm to 5mm and custom diameters are available as needed.