
Selecting and using a gun drill for deep hole drilling can sometimes be confusing. Most machinists and engineers are familiar with twist flute drills as they are certainly more common than gun drills, so its not unexpected that many don't understand how to select the best drill for their application. Let's go thru 5 common mistakes that are made when selecting and using a gun drill.
1) Nose Grind Geometry & Relief
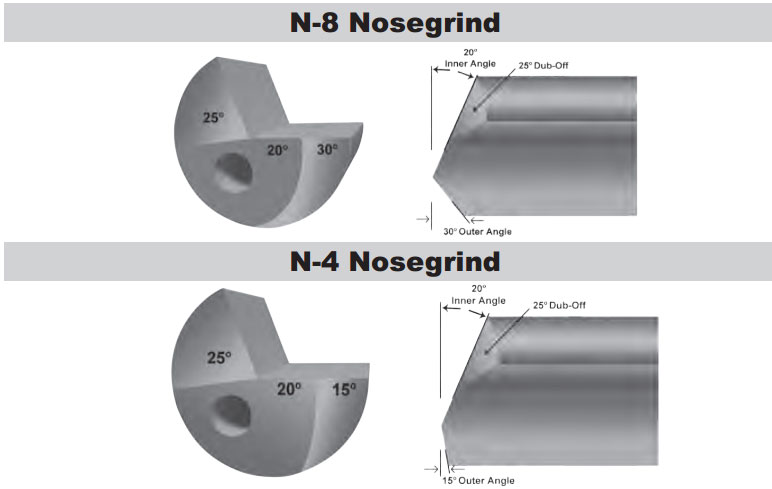
Most gun drill manufacturers will supply a general purpose N-8 nose grind and R1 relief unless specified otherwise. This is fine for steel, inconel, and stainless steel but what if you are using aluminum or brass. In that case you are better off using an N-4 nose grind and R4 relief. Nose grind will determine how the chip is formed and the relief will influence hole finish and coolant flow. The easiest way to determine which configuration is best, is to consult your gun drill manufacturer and have them guide you based on your hole requirements.
2) Coolant Hole Configuration
As in most all metal cutting applications, it is important that you are able to evacuate chips from the cutting area quickly and also cool the tool. Selecting a single round coolant hole may be good for a machine with questionable coolant pressure as it will create a stronger stream at the tip. If the machine has good high pressure coolant then maybe a two hole or kidney configuration is best. One of the worst things you can do is not get a good straight stream of coolant out the gun drill and have the chips bind up in the hole and start breaking tools.


3) Machine Feed & Speeds
As an experienced machinist or engineer this may seem obvious, but I can't tell you how many times I've seen people running the SFM out of the sweet spot for that gun drill. The companies that do just deep hole drilling for a living know that they get the most balanced performance by staying around the recommended speeds and feeds from the gun drill manufacturer -- that is best hole quality and tool life. Now that's not to say its always the best for every application. If you need to squeeze more time out of the cycle and are willing to maybe give up tool life, then experiment by incrementally increasing the SFM from the recommended numbers.
4) Guide Hole Dimensions When Using A Lathe
Gun drills need a guide to get started. If you are using a gun drilling machine they have a highly aligned guide bushing at the part face, but if you are gun drilling on a CNC lathe then you have to create that guide hole first. If the guide hole is not staight, too loose, or not deep enough it will cause problems. Remember that gun drill diameter tolerances are +0 / -.000X ", therefore its recommended to drill guide holes with a clearance of the drill diameter +0.0005" to +0.001" depending on how critical the specifications of the final hole are. Many manufacturers will specify the depth of the guide hole to be only 1.5x - 2x the diameter, but this may be insufficient if you are using small diameter drills or have tight tolerances that need to be met. A more conservative recommendation would be to drill to a depth of 3x - 4x the diameter, then experiment to see if you can get away with a shorter hole for you part, thus improving cycle time.
5) Coolant PSI, Type, and Filtration
As was mentioned earlier, the coolant should be coming out of the drill as a steady straight stream and not just a dribble or waterfall effect. The smaller the drill, the higher the PSI required to achieve this type of stream. Typical recommendations are anywhere from 1,500 PSI for holes below 0.15" diameter to 500 PSI. One other factor to be aware of is that as your drill diameter increases so do the flow requirements, so make sure that your coolant pump can handle the load and will not starve your tool of vital coolant.
You should always choose an oil based coolant whenever possible as this provides the best lubrication. Water based coolants just don't do a good job of lubricating a gun drill. Besides the type of fluid, ensuring that particulates are removed from the coolant is just as important. The last thing you want is for the gun drill to be recutting fines or potentially binding up because of them. Make sure you have a filter with a micron level that is going to catch the fines in your process.